
Résumé : quand l’artisanat traditionnel rencontre l’innovation
La boulangerie Maurer est une entreprise familiale qui produit du pain et d’autres produits refroidis ou congelés en vue d’être distribués à travers son réseau de 42 boulangeries et cafés en Allemagne. En tout, Maurer emploie 400 personnes, dont 70 sur les deux sites de fabrication de l’entreprise. Maurer est fier de son approche traditionnelle de la fabrication du pain (« einfach, gutes Brot ») et travaille pendant la nuit afin de livrer les produits aux boutiques ouvrant tous les matins à 6 heures.
L’usine la plus récente, qui a étendu sa surface de production de 2 500 à un total de 6 000 mètres carrés, inclut une très grande zone de préparation, 25 chambres froides et 4 chambres de congélation, toutes refroidies par un système de cascade, pensé pour une durée de vie d’au moins 20 ans. Sa conception devait prendre en compte les exigences de la réglementation F-Gas, ce qui a poussé l’entreprise à consulter son partenaire pour la réfrigération, Ice COOL, qui a pu élaborer cette solution à faible GWP en collaboration avec ECR et Climalife Pays-Bas. Le Solstice® ze (HFO-1234ze) de Honeywell, avec un GWP < à 1 selon le 5e rapport IPCC, est associé à du CO2 pour créer le tout premier système de cascade industriel de ce type. Il est en outre parfaitement adapté à l’engagement de Maurer en matière d’efficacité énergétique et de faible impact environnemental.
Contexte : relever le défi
L’un des points essentiels dans la décision de Maurer sur le choix de ce système de réfrigération était non seulement la capacité à respecter les nouvelles réglementations, mais aussi à implémenter une stratégie visant à réduire la consommation énergétique pour permettre à Maurer d’atteindre ses objectifs environnementaux. La conception du système a été un élément clé dans le développement du nouveau site de production de la boulangerie. Maurer a travaillé en étroite collaboration avec Ice COOL, spécialisé dans les solutions personnalisées pour le développement d’une réfrigération hygiénique, écologique et à haute efficacité énergétique pour les boulangeries.
Ils ont passé 6 mois à relever les défis présentés par la conception d’un système de cascade pouvant fonctionner efficacement et gérer les différents niveaux de pression des fluides frigorigènes, en étroite collaboration avec ECR. ECR-Nederland BV a acquis une importante réputation avec ses solutions sur-mesure, notamment en appliquant une modélisation 3D intégrée à des projets complets et conformes, entre autres, à la DESP. La mise en oeuvre de cette approche a permis à Maurer d’évaluer les performances système et d’approuver la conception globale.
L’option du Solstice® ze a été présentée à ECR par Climalife Pays-Bas, la division néerlandaise du leader de la distribution de fluides frigorigènes en Europe. Climalife avait déjà participé à plusieurs essais sur le terrain avec du Solstice® ze et désigné cette innovation comme une solution durable avec un GWP minimal. L’un des avantages du Solstice® ze est de ne pas être considéré comme gaz à effet de serre fluoré et, par conséquent, de ne pas être inclus dans les quotas alloués qui viendront limiter la mise sur le marché des HFC après 2015. La conception du système a été optimisée pour la pression inférieure du Solstice® ze par rapport à celle du fluide frigorigène R-134a. Le Solstice® ze étant moyennement inflammable, Ice Cool a consulté un organisme certifié qui a estimé que des mesures ATEX supplémentaires n’étaient pas requises étant donné le très faible risque présenté par le Solstice® ze au sein de ce système.
Implémentation du projet : réalisation d’une « première » dans l’industrie
Maurer a commandé le système refroidisseur / congélateur en novembre 2013 après une évaluation approfondie du Solstice® ze réalisée par Climalife et ECR dans le cadre de la conception par Ice COOL. Le résultat est la première installation en cascade industrielle associant du Solstice® ze, pour la régulation à moyenne température, à du CO2, pour la basse température. La configuration en cascade a également permis à Maurer de respecter son engagement en matière de faible consommation d’énergie et de réduction de l’impact environnemental. En effet, les performances énergétiques globales sont étroitement mesurées dans la configuration du système. D’un point de vue technique, associer du Solstice® ze et du CO2 au sein d’un même système représentait un challenge car le CO2 est un fluide à forte capacité frigorifique instantanée alors que le R-1234ze sera plus long à stabiliser avec une capacité volumétrique plus faible. L’expertise combinée autour de cette conception répond non seulement aux besoins de Maurer, mais présente également un énorme potentiel pour l’ensemble des industriels de l’agroalimentaire.
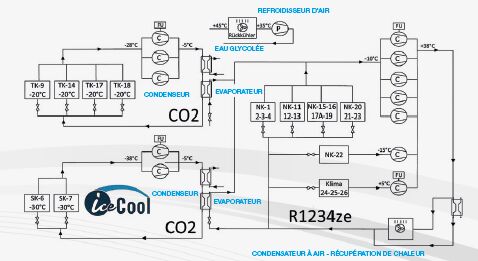
Au sein de ce système, le Solstice® ze est utilisé en détente directe sur l’étage positif à des températures d’évaporation de -10°C et -15°C, alimentant ainsi les chambres froides et l’espace de travail où les produits sont préparés. Du CO2 est utilisé sur l’étage négatif pour les chambres de congélation et pour le processus de surgélation, requis pour certains produits à pâte spéciale. Des détendeurs électroniques sont utilisés sur les parties à moyenne et basse température. Les circuits incluent également deux condenseurs Güntner Microx (volume de tubes 2×20 l) avec ventilateurs à moteur EC, un échangeur de chaleur Alfa Laval pour une récupération de chaleur de 300 kW, ainsi qu’un désurchauffeur sur le CO2.
Perspective du secteur : fournir une solution à faible GWP
Le choix du Solstice® ze de Honeywell par Maurer reflète la demande croissante sur le marché des aliments et des boissons pour lamise en oeuvre de fluides frigorigènes à faible GWP, haute efficacité énergétique et émissions de carbone réduites. Avec un GWP < à 1, ce fluide frigorigène est une alternative au R-134a. Il est idéalement adapté aux chillers, aux distributeurs, aux systèmes de cascade CO2, aux sécheurs à air et aux pompes à chaleur.
RÉSULTATS
- Ce partenariat a permis de livrer et d’implémenter le tout premier système industriel en cascade Solstice®ze / CO2 pour le refroidissement et la congélation.
- Les performances de réfrigération sont très satisfaisantes sur l’ensemble des différentes températures nécessaires à la production et dans les bureaux, ce qui garantit le haut niveau de qualité requis pour cette activité.
- En plus de réduire les émissions directes de 99,9 % et les émissions indirectes grâce à son COP amélioré, l’installation fournit une solution durable avec des normes de sécurité élevées.

« Après un an d’exploitation, l’installation fonctionne comme prévu en toute sécurité et nous permet d’atteindre nos objectifs environnementaux, tout en offrant une solution à long terme qui remplira les exigences réglementaires sur les fluides frigorigènes sans qu’un investissement supplémentaire en rénovation du système soit nécessaire dans le futur ».
TOBIAS MAURER, DIRECTEUR GÉNÉRAL
« En nous basant sur notre longue expérience des HFC, de l’ammoniac, du R-290 et du CO2, nous avons testé le Solstice® ze et confirmé qu’il avait un meilleur COP. En prenant en compte le coût global d’exploitation et les enjeux de panne/sécurité, nous pensons que leSolstice® ze est une solution parfaite pour les installations de ce type. Nous étudions actuellement la possibilité d’utiliser du Solstice® ze pour la réfrigération en supermarché à l’étage positif, associée à du CO2 à l’étage négatif ».
UDO J. VAN DER MEER, ECR-NEDERLAND BV
« Nous avons dû passer par une courbe d’apprentissage pour optimiser les performances
de l’intégralité de l’installation, étant donné que le Solstice® ze et le CO2 ne sont pas la combinaison la plus simple à gérer en raison de leurs capacités et vitesses de stabilisation très différentes. Nous sommes désormais satisfaits et avons la conviction qu’un système de cascade associant du Solstice® ze à du CO2 constitue un choix sûr, fiable et efficace dans la mesure où la conception et les conditions de sécurité sont correctement mises en place. »
PETER WEHRENS, ICE COOL