
 |
 |
|
| Jean-Yves Clairé Ingegnere per i lubrificanti |
François Péricat, Ingegnere industriale Francia / Spagna / Gran Bretagna |
In che modo la lubrificazione dei compressori per CO2 si differenzia dalle altre? Quali sono le sfide?
JYC / FP: L’R-744 con un ODP* pari a 0 e un GWP pari a 1 presenta diversi vantaggi e in particolare un elevato calore latente di vaporizzazione, un volume specifico basso, assenza di tossicità e di infiammabilità. Tuttavia, è necessaria una certa competenza per risolvere le numerose sfide tecnologiche associate al suo utilizzo, come l’estrema solubilità nei lubrificanti e l’elevata solvibilità del CO2 sotto forma di liquido o nebbia.
Quali tipi di lubrificanti consiglia di utilizzare?
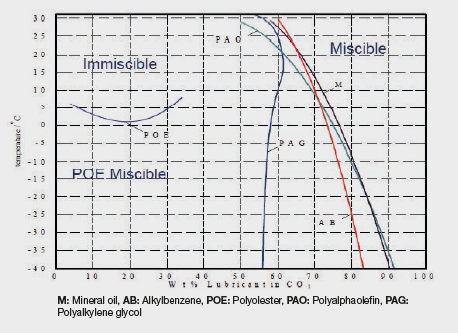
La produzione del freddo tramite compressione utilizza il principio ben noto della vaporizzazione (passaggio dallo stato liquido allo stato gassoso del refrigerante) nel corso della quale viene assorbita una grande quantità di calore con conseguente “produzione del freddo”. Sebbene questo principio di base resti invariato, esistono numerose varianti negli impianti industriali che funzionano con CO2, come impianti a cascata, evaporatori a secco o allagati, impianti booster, cicli refrigeranti subcritici e transcritici. La natura del lubrificante da utilizzare sarà determinata dal liquido refrigerante e dalla progettazione dell’impianto: per un impianto che richiede una perfetta miscibilità tra il CO2 e il lubrificante si utilizzeranno oli di tipo POE (Poliestere), per gli impianti che non privilegiano la miscibilità si utilizzerà invece un lubrificante di tipo PAO (Polialfaolefine) o di tipo PAG
Questi tre tipi di lubrificanti, POE, PAO, PAG sono quelli utilizzati con l’R-744. Poiché l’olio è fondamentale per il buon funzionamento dell’impianto, è importante capire come lubrificare ciascun tipo di compressore.
Può spiegare brevemente come avviene la lubrificazione per ciascun tipo di compressore?
JYC / FP: I compressori con CO2 si distinguono in due categorie: compressori alternativi o compressori a vite.
I vincoli generali della lubrificazione dei cuscinetti dei compressori di refrigerazione alternativi sono simili a quelli degli altri compressori: per le unità piccole, l’olio assicura la lubrificazione di bielle e cilindri tramite lubrificazione a sbattimento, mentre per le grandi unità una pompa dell’olio attaccata assicura la lubrificazione di cuscinetti e bielle tramite la circolazione dell’olio. Qualsiasi sia il tipo di applicazione, miscibile o meno, bisogna capire che la lubrificazione dei componenti dei compressori è assicurata dalla combinazione lubrificante/CO2 . La solubilità del refrigerante nell’olio da una parte dipende dal comportamento intrinseco della coppia refrigerante/lubrificante e dall’altra dalla pressione: maggiore è la pressione, maggiore sarà la solubilità e maggiore sarà quindi la diminuzione della viscosità. Questa regola vale per il CO2 e per i POE, PAO e PAG.
Il film d’olio sulle pareti delle camicie di un compressore di refrigerazione alternativo è soggetto a temperature di aspirazione basse (ad esempio, -42 °C per una pressione di aspirazione di 9,3 bar abs) e a temperature più elevate sulle valvole di scarico (tra 50 e 75 °C in base ai parametri operativi).
Siccome la viscosità diminuisce con la temperatura, il lubrificante sarà molto più viscoso sul lato di aspirazione che sul lato di scarico. Ci troviamo quindi di fronte a due effetti opposti: l’olio non deve essere troppo viscoso per creare rapidamente un film sottile su tutte le superfici da lubrificare, ma deve essere sufficientemente viscoso perché, malgrado la solubilità del CO2, il lubrificante fornisca una protezione adeguata contro l’usura. Occorre anche tener conto che l’olio sarà trasportato nell’impianto dal refrigerante, il fattore di miscibilità sarà allora molto importante come spiegherò più avanti.
Noteremo che nel compressore alternativo non in uso che funziona con CO2 la temperatura dell’olio viene mantenuta da resistori posizionati nel carter per facilitare il degasaggio del CO2 dell’olio e quindi garantire una viscosità maggiore quando il compressore riprende a funzionare. Si evita così un fenomeno di degasaggio al riavvio del compressore che potrebbe rimuovere il film d’olio.
L’olio nel carter è sottoposto alla pressione di aspirazione (bassa pressione). Occorre dunque tenere conto della solubilità del CO2 alla temperatura del carter e della pressione di aspirazione per stimare, grazie alle tabelle di Viscosità – Pressione – Temperatura, la viscosità residua del lubrificante utilizzato. La viscosità minima per consentire una corretta lubrificazione nel compressore alternativo è infatti di:
30 centistokes nell’albero a gomito,
7 centistokes per il punto di contatto “camicie”/”segmenti” della testa del pistone.
Si utilizzerà quindi un grado di viscosità tra 46 e 100 centistokes a 40 °C per ottenere la viscosità minima necessaria al fine di garantire una buona lubrificazione dei componenti del compressore alternativo, tenendo conto della solubilità del CO2.
E per i compressori a vite?
JYC / FP: Negli impianti con CO2. si utilizzano anche i compressori a vite lubrificati o a vite “umidi”. In questi impianti l’olio lubrifica la superficie di contatto delle viti e i cuscinetti delle viti maschio e femmina. Il lubrificante assicura la tenuta tra le viti, il raffreddamento dei gas compressi e il comando idraulico di regolazione. È importante notare che nella lubrificazione dei compressori a vite lubrificati vi è un costante aumento della pressione lungo il profilo della vite. Questo significa che la solubilità del CO2 nel lubrificante è massima alle pressioni e temperature di scarico del compressore: il risultato è un calo notevole della viscosità. Per la lubrificazione dei compressori a vite si utilizzerà un grado di viscosità più elevato che per i compressori alternativi: in genere tra 68 e 220 centistokes a 40 °C per compensare il calo di viscosità.
Per quanto concerne la lubrificazione, ci sono sfide comuni a questi due tipi di compressori?
JYC / FP: Sì, ci sono. La solubilità del CO2 è “massima” nell’olio all’uscita dal separatore. Sarebbe opportuno considerare un impianto di riscaldamento o di rettifica dell’olio all’uscita dal separatore per eliminare quanto più possibile il CO2 gassoso disciolto nell’olio prima di reiniettare il lubrificante nel carter del compressore sottoposto a bassa pressione. Se questo CO2 disciolto non viene eliminato, si verificherà un fenomeno di degasaggio molto importante che genererà una notevole schiumatura dell’olio con possibile insufficiente lubrificazione e riduzione del potere lubrificante dell’olio. Inoltre, una lieve variazione di pressione o temperatura nel condotto di aspirazione può comportare la formazione di nebbia di CO2. La presenza di queste minuscole goccioline di CO2 liquido comporta un’eventuale rimozione del film d’olio che avrà effetti estremamente negativi per il contatto segmento/camicia o per il contatto cuscinetti/perno di manovella. Anche il passaggio dalla fase liquida alla fase gassosa può rimuovere il film d’olio. Osserviamo una perdita del film d’olio e degli importanti contatti metallo/metallo tra, ad esempio, i segmenti del pistone e la camicia che possono portare a una fusione per grippaggio. Per evitare questa condensazione del CO2, i progettisti e gli installatori raccomandano di riscaldare da 10 a 15° Kelvin il CO2 gassoso nel condotto di aspirazione del compressore.
Vantaggi e svantaggi dei diversi tipi di olio POE/PAO/PAG
POE: elevata purezza, stabilità chimica, resistenza allo stress termico, capacità di supportare temperature molto elevate (+210 °C), miscibilità con CO2, scarsa volatilità. Svantaggi: igroscopico.
Applicazioni tipiche CO2: applicazioni miscibili.
PAO: stabilità idrolitica, elevata purezza, resistenza molto elevata allo stress termico, temperature che vanno da -45 °C a +175 °C, viscosità a freddo molto scarsa, scarsa volatilità, ottima protezione contro l’usura.
Applicazioni tipiche CO2: applicazioni non miscibili.
PAG: elevata purezza, ottimo potere lubrificante, stabile se sottoposto a calore e stress termico, capacità di supportare temperature costanti fino a 210 °C. Svantaggi: più igroscopici dei POE, incompatibilità con alcune guarnizioni e vernici, i PAG sono in genere incompatibili con gli oli minerali e i PAO perché non miscibili con essi.
Applicazioni tipiche CO2: applicazioni non miscibili.
ExxonMobil e Mobil sono marchi commerciali depositati appartenenti a Exxon Mobil Corporation o a una delle sue filiali tra cui Esso S.A.F. che li distribuisce in Francia.
Esso S.A.F. Società Anonima con capitale sociale di 98.667.521,70 € RCS Nanterre 542 010 053 5/6 Place de l’iris 92400 Courbevoie.