
Interview with Jean-Yves Clairé and François Péricat from ExxonMobil.
 |
 |
|
| Jean-Yves Clairé, Lubrication Engineer |
François Péricat, Industrial Engineer, France/Spain/United Kingdom |
How does the lubricant needed for CO2 compressors differ from other types? What kinds of challenges are involved?
J-YC/FP: R-744, which has an ODP* of 0 and a GWP of 1, has a number of advantages, including a high latent heat of vaporization and a low specific volume. It is also non-toxic and non-flammable. However, a certain amount of expertise is required to solve the various technological challenges associated with its use, such as its extreme solubility in lubricants and CO2 high solvency when it is in the form of liquid or mist.
What types of lubricants do you recommend?
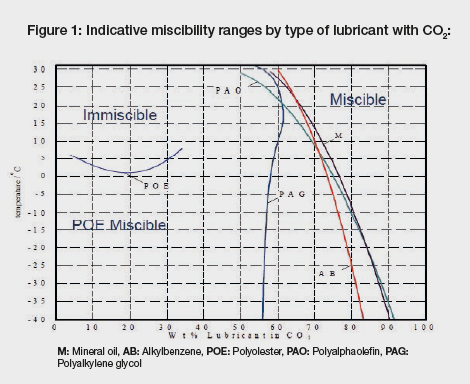
J-YC/FP: Refrigeration by compression is based on the well-known principle of vaporization, whereby the refrigerant transforms from a liquid to a gaseous state, a process during which a large amount of heat is absorbed, resulting in “cold production”. Although this basic principle does not change, numerous variants are used in industrial facilities operating with CO2, such as cascade systems, dry or flooded evaporators, boosters, and sub or transcritical refri-gerant cycles. The refrigerant gas and the design of the facility are what will determine the type of lubricant needed. Thus, for a facility requiring a perfect miscibility between the CO2 and the lubricant, one would use POE type oils (polyolesters), whereas for systems that do not favour miscibility, one would rather use a PAO (polyalphaolefin) or PAG (polyalkylene glycol) lubricant, as shown in Figure 1.
Can you briefly explain how each type of compressor needs to be lubricated?
JJ-YC/FP: There are two categories of CO2 compressors: reciprocating compressors and screw compressors. The general constraints associated with lubricating the bearings on reciprocating refrigeration compressors are comparable to those for other types of compressor: for small units, the oil is applied to the connecting rods and cylinders by splash lubrication, while for large units, a coupled pump lubricates the bearings and connecting rods by oil circulation. So regardless of the type of application, miscible or non-miscible, it is important to understand that lubrication of the compressor’s components is made by the combination of the lubricant and CO2. The solubility of the refrigerant in the lubricant will depend not only on the inherent behaviour of the refrigerant/lubricant mixture but also on the pressure level: the higher the pressure, the higher the solubility and the greater the decrease in viscosity. This rule applies to CO2 and to POE, PAO and PAG oils.
The oil film on the cylinder walls of a reciprocating refrigeration compressor is subject to very low suction temperatures (-42°C, for example, for a suction pressure of 9.3 bar abs), but to higher temperatures on the exhaust valves (between 50 and 75°C depending on the operating parameters).
Because the viscosity decreases with the temperature, the lubricant will be much more viscous on the suction side than on the exhaust side. So one faces two opposing effects: the oil must not be too viscous in order to quickly create a thin film over all of the surfaces that need to be lubricated, but it must be viscous enough to provide an appropriate protection against wear, despite the solubility of CO2. One also needs to remember that the lubricating oil will be carried over in the system by the refrigerant, so the miscibility factor will then become very important, as I will explain in a moment.
When a reciprocating compressor operating with CO2 is not in use, the oil temperature is maintained by electrical heating resistance inside the casing to help CO2 degasing from the oil, thus guaranteeing a higher viscosity when the compressor goes back into service. This prevents a sudden degassing effect when the compressor is restarted, which would washout the oil film.
The oil in the crankcase is subjected to the suction pressure (low pressure). The solubility of the CO2 at the temperature of the crankcase and the suction pressure must be taken into account in order to estimate the real viscosity of the lubricant using the viscosity, pressure and temperature charts. The minimum viscosity required to lubricate a reciprocating compressor properly is 30 centistokes on the crankshaft and 7 centistokes at the contact point between cylinder and piston ring.
So one would use a viscosity grade between 46 and 100 centistokes at 40°C to achieve the minimum viscosity needed to lubricate a reciprocating compressor’s components correctly, bearing in mind CO2 solubility.
And what about screw compressors?
J-YC/-FP: Lubricated or “wet” screw compressors are also used in CO2 facilities. With these systems, the oil lubricates the screw compression elements as well as the bearings. The lubricant creates a seal between the screws and the casing, cools down the compressed gases and allows hydraulic controls. Remember that for lubricated screw compressors, the pressure increases continuously along the entire profile of the screw. This means that the solubility of CO2 in the lubricant is maximum at the compressor’s exhaust conditions (pressure and temperature); this leads to a significant drop in viscosity. A lubricant with a higher viscosity grade is used for screw compressors than for reciprocating compressors: typically between 68 and 220 centistokes at 40°C to offset the drop in viscosity.
As far as lubrication is concerned, are there any challenges common to both types of compressor?
J-YC/FP: Yes, there are. The CO2 solubility is maximum at the separator outlet. It is best practice to consider a heating system to extract as much dissolved CO2 as possible from the lubricant before reinjecting the oil into the compressor casing.
If the dissolved CO2 is not removed, the degassing will occur in the compressor sump, generating foaming which might lead to lubrication failure and lubricant lifetime reduction.
Looking now at the suction line, a small variation of temperature or pressure may lead to the formation of CO2 mist. These very fine droplets of liquid CO2 can potentially wash out the oil film, resulting in a metal to metal contact in the inner parts of the compressor, such as piston ring/cylinder wall or bearing/ crank pin contact surfaces.
The transformation of the liquid phase (mist) into a gas phase (vapour) can also blow away the lubricant film, resulting in the same mechanical damages. To prevent these problems, designers and installers recommend heating the gaseous CO2 by 10 to 15° Kelvin at the compressor’s inlet.
Advantages and disadvantages of different types of oils: POE, PAO and PAG
POE: high level of purity, chemically stable, resistant to thermal stress, able to withstand very high temperatures (+210°C), miscible with CO2, low volatility.
Disadvantage: hygroscopic. Typical CO2 applications: miscible applications.
PAO: stable to hydrolysis, high level of purity, highly resistant to thermal stress, able to withstand temperatures ranging from -45°C to +175°C, very low viscosity at low temperature, low volatility at high temperature, excellent protection against wear.
Typical CO2 applications: non-miscible applications.
PAG: high level of purity, excellent lubricating capacity, stable when subjected to heat and thermal stress, able to withstand constant temperatures up to 210°C. Disadvantage: more hygroscopic than POE, incompatible with some seals and paints, PAG are generally incompatible (non-miscible blend) with mineral and PAO lubricants.
Typical CO2 applications: non-miscible applications.
All trademarks used herein are trademarks or registered trademarks of Exxon Mobil Corporation or one of its affiliates unless otherwise noted. Esso S.A.F. SA au capital de 98 337 521,70 € – RCS Nanterre 542 010 053 – Head office : 5 / 6 Place de l’Iris – 92 400 Courbevoie, France. www.mobilindustrial.com