
Интервью Жана-Ива Клере и Франсуа Перикат- Exxonmobil
 |
 |
|
| Жан-Ив Клере, Инженер по смазочным материалам | Франсуа Перикат, Инженер Промышленных проектов Франция, Испания, Великобритания |
Чем смазка компрессоров на CO2 отличается от смазки других компрессоров? Каковы основные проблемы?
Ж.И.К./Ф.П. : R-744 с потенциалом разрушения озонового слоя (ODP*) 0 и потенциалом глобального потепления (GWP) 1 имеет ряд преимуществ, среди которых более высокая теплота парообразования, низкий удельный объем, нетоксичность и негорючесть. Однако его применение требует знаний и умений для решения множества технических проблем, среди которых высокая растворимость в смазочных материалах и очень высокая растворяющая способность CO2 в форме жидкости и пара.
Какие типы смазок вы рекомендуете?
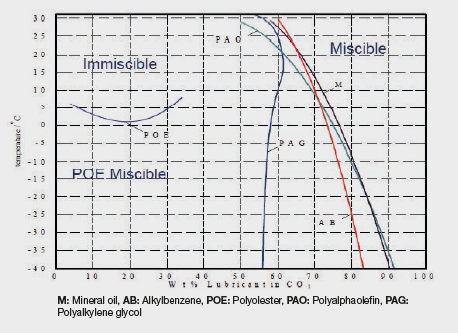
Ж.И.К./Ф.П. : При производстве холода путем компрессии используется хорошо известный принцип испарения, перехода хладагента из жидкого в газообразное состояние, в ходе которого поглощается значительное количество тепла, т.е. «производится холод». Этот принцип лежит в основе разнообразных промышленных установок с CO2 — каскадных систем, сухих и влажных испарителей, бустеров, установок с суб- и транскритическими режимами хладагента и т.д. Именно хладагент и конструкция установки определяют тип смазочного материала: там, где требуется идеальная смешиваемость с CO2 используются POE (полиолэфиры), в противном случае выбирают смазку на основе PAO (полиальфаолефинов) или PAG (полиалкиленгликолей), см. рис. 1.Эти три типа смазок — POE, PAO и PAG — используются с R-744. Поскольку масло играет огромную роль в правильной работе установки, важно понимать, как смазываются компрессоры каждого типа.
Не могли бы вы кратко объяснить принципы смазки компрессоров каждого типа?
Ж.И.К./Ф.П. : Существуют два типа компрессоров CO2 — поршневые и винтовые.
Общие требования, предъявляемые к смазке подшипников холодильных поршневых компрессоров сходны с требованиями для других компрессоров: в небольших агрегатах смазка кривошипно-шатунных механизмов и цилиндров выполняется разбрызгиванием, а в больших циркуляцию смазки обеспечивает масляный насос. Следует понимать, что независимо от назначения и смешиваемости или нет, элементы компрессора смазываются смесью масла и CO2. Растворимость хладагента в масле зависит с одной стороны от свойств пары хладагент/смазка, а с другой — от давления: чем оно выше, тем выше растворимость, а чем выше растворимость, тем ниже вязкость. Это правило применимо к CO2, POE, PAO и PAG.
Масляная пленка на стенках цилиндров поршневого холодильного компрессора подвергается низким температурам на всасывании (например, -42°C при давлении всасывания 9,3 бар абс.) и более высоким температурам на выпуске (50-75 °C в зависимости от режима эксплуатации).
Поскольку с повышением температуры вязкость снижается, она будет намного выше на всасывании, чем на выпуске. Здесь мы сталкиваемся с двумя противоположными эффектами: вязкость масла не должна быть слишком высокой, чтобы оно быстро распространялось, образуя тонкую пленку на всех смазываемых поверхностях, но она должна быть достаточно высокой, чтобы, несмотря на растворимость CO2, смазка обеспечивала адекватную защиту от износа. Также, необходимо учитывать вынос масла хладагентом за пределы компрессора, и здесь смешиваемость будет иметь очень большое значение, о чем будет объяснено ниже.
В поршневом компрессоре CO2, когда он остановлен, температура масла поддерживается при помощи электрического сопротивления в картере, чтобы облегчить удаление CO2 из масла и обеспечить его более высокую вязкость при возобновлении работы. Это позволяет избежать выделения газа и «сдувания» масляной пленки при запуске компрессора.
На масло в картере действует давление всасывания (низкое). Поэтому при оценке остаточной вязкости смазки с помощью кривых вязкости, давления и температуры, необходимо учитывать растворимость CO2 при температуре в картере и давлении всасывания. На практике минимальная вязкость для правильной смазки поршневого компрессора: 30 сантистоксов для коленчатого вала,7 сантистоксов для контактных зон стенок цилиндров и поршневых колец. Поэтому, чтобы получить минимальную вязкость, необходимую для хорошей смазки компонентов поршневого компрессора с учетом растворимости CO2, требуется вязкость от 46 до 100 сантистоксов при 40°С.
А для винтовых компрессоров?
Ж.И.К./Ф.П. : Смазываемые, или «мокрые» винтовые компрессоры также используются в установках CO2. В них масло смазывает подшипники и контактные поверхности винтовых валов с выпуклым и вогнутым профилями. Смазка обеспечивает уплотнение между винтовыми валами, охлаждение сжатых газов, а также гидравлическое регулирование. Важно отметить, что в винтовых компрессорах давление непрерывно растет вдоль всего профиля винтового вала. В результате растворимость CO2 в смазке максимальна при давлении и температуре на выходе компрессора, что приводит к значительному падению вязкости. Вязкость смазки для винтовых компрессоров должна быть выше, чем для поршневых компрессоров: обычно она составляет от 68 до 220 сантистоксов при 40°C, чтобы компенсировать падение вязкости.
Существуют ли проблемы, характерные для смазки обоих типов компрессоров?
Ж.И.К./Ф.П. : Да, существуют. Растворимость CO2 максимальна в масле на выходе из сепаратора. Целесообразно предусмотреть систему нагрева или очистки масла на выходе из сепаратора, чтобы максимально удалить растворенный в масле CO2 до того, как возвращать масло в картер компрессора под низким давлением. Если не удалять растворенный CO2, выделение очень большого количества газа может вызвать сильное вспенивание масла и нарушение смазки. Это крайне негативно влияет на смазывающую способность масла. Кроме того, незначительное изменение давления или температуры на всасывании может вызвать образование тумана CO2. Присутствие мельчайших капель жидкого CO2 может привести к смыванию масляной пленки, что очень вредно в зонах контакта поршневых колец и стенок цилиндров или подшипников и кривошипов. Испарение тумана также может приводить к «сдуванию» масляной пленки. Исчезновение масляной пленки и значительный контакт металл/металл, например, между поршневыми кольцами и стенками цилиндров, может привести к заклиниванию и поломке компрессора. Чтобы избежать конденсации CO2, проектировщики и установщики рекомендуют перегрев на 10-15 °К (-263…-258 °C) для газообразного CO2 на впуске в компрессор.
Рисунок 1: ориентировочная таблица смешиваемости смазок разных типов с CO2
Достоинства и недостатки масел POE, PAO и PAG
POE: высокая чистота, химическая стабильность, устойчивость к тепловым нагрузкам и очень высоким температурам (+ 210°C), смешиваемость с CO2, низкая летучесть. Недостаток: гигроскопичность. Типичные применения для CO2: со смешиваемостью.
PAO: устойчивость к гидролизу, высокая чистота, повышенная устойчивость к тепловым нагрузкам в диапазоне температур от -45 до +175 °C, очень низкая холодная вязкость, низкая летучесть, отличная защита от износа. Типичные применения для CO2: без смешиваемости.
PAG: высокая чистота, отличная смазывающая способность, стойкость к нагреву и тепловым нагрузкам, способность выдерживать постоянную температуру до 210°C. Недостатки: большая гигроскопичность, чем у POE, несовместимость с некоторыми уплотнениями и красками, как правило, несовместимость с минеральными маслами и PAO ввиду несмешиваемости с ними. Типичные применения для CO2: без смешиваемости.
ExxonMobil и Mobil являются зарегистрированными товарными знаками, принадлежащими Exxon Mobil Corporation или одной из ее дочерних компаний, включая Esso SAF продающей продукцию во Франции.
Esso SAF Акционерное общество с капиталом 98 667 521,70 евро, RCS Nanterre 542 010 053 5/6 Place de l’iris 92400 Courbevoie.